Overtightening Jam Jar Lids - Wares of Knutsford
Posted by The Wares Team on 2nd Feb 2023
Here at Wares of Knutsford we supply high quality lids made by Silgan White Cap. We have collected information about the metal twist off lids to help our customers have a better understanding of overtightening lids and how to avoid this happening.
Silgan White twist off cap’s are a versatile vacuum-holding metal lug closure . A quarter of a turn seals , removes and reseals it . It is air tight and liquid tight prolonging the shelf life of the product.
The following guidelines should be observed
1) Filling – in order to allow space to create a vacuum do not fill the jar / bottle to within 5 % of the overflow ( 95 % of the volume ) or approximately 10 mm from the rim .
2) Capping – pre heat the cap if possible and in particular if cold fill . Do not overheat the cap , maximum 60 c. This softens the sealing compound which takes the pressure off the lugs and makes for a better seal . Apply cap finger tight taking care not to cross thread and ensuring the cap lugs are engaged in the glass thread . Once finger tight apply torque (pressure ) by ¼ to ½ of an inch or 7 to 12 mm . The amount of torque applied is probably the most important aspect of Twist Off cap application as this can be the difference between achieving a good vacuum , i.e. a perfect seal , and a loss of vacuum which can lead to mould , caps coming off if subjected to shock , etc. Over tightening can also lead to high torque removal problems .Please remember this is not a screw cap and must not be over tightened.

The two methods of checking torque are as follows:
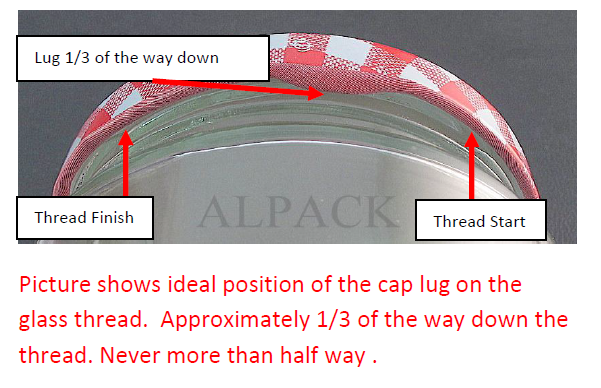
1) Tilt the jar on its side and observe the position of the cap lug on the glass thread . Ideally this should be approximately a third of the way down the thread . Beyond half way will start to stretch the lug causing the cap to ring and a loss of vacuum . Too little torque could lead to the cap coming off if subjected to shock .
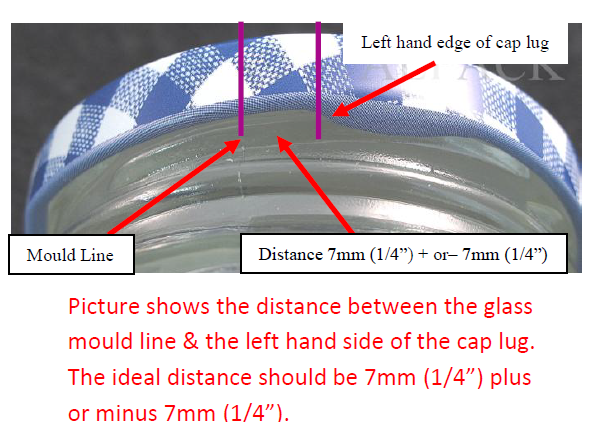
2) Take the mould line on the glass jar / bottle as a reference line , this will always be in the same position on the rim of the thread . To make identification easier mark the line with a felt tipped pen . Likewise with a felt tipped pen mark the left hand side of the lug again using this mark as a reference point . When the cap is applied measure the distance between the two marks . This distance should be ¼ inch ( 7 mm ) plus or minus a ¼ inch ( 7 mm ) . Again if the lug mark is beyond the mould line mark stretching of the lug will start . Thread Start Thread Finish Lug 1/3 of the way down thread.
Quality control check:
1) Cap seal – check torque measurements as described above on a regular basis . Outside these guide lines will lead to the cap ringing or the cap coming loose when subjected to shock resulting in a loss of vacuum .
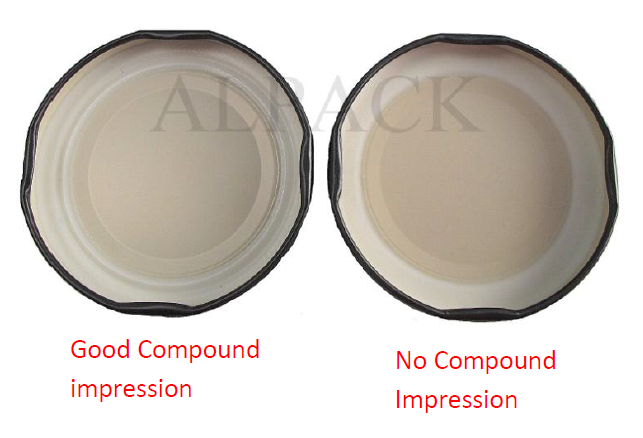
2) Compound impression – a good seal will leave a 360 * impression of the glass rim in the cap sealing compound . An uneven impression can indicate a cross threaded cap and will not result in a good seal N.B. Pre-heating the cap will improve the compound impression and seal .
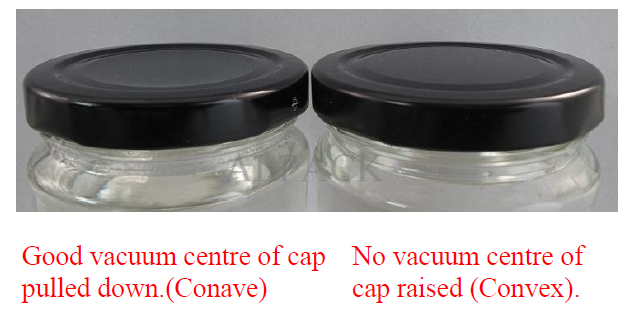
3) Make a visual check on the depression in the centre of the cap which should be concave . A good vacuum will pull down the centre of the cap creating a pop when the seal is broken . No vacuum will appear as a convex in the centre of the cap . This will be the case with a cold fill .
4) Check that the jar / bottle / cap are dry before packing and in particular under the cap rim . Moisture entrapment between the cap and glass rim could lead to rusting.